5*8小时服务热线:
WX:18051235938 QQ:3970305065

3D打印,学名为增材制造,是一种以数字模型文件为基础,通过逐层堆积可粘合材料(如塑料、金属、树脂等)来构造三维物体的技术。
核心思想:从“减法”到“加法”
传统制造(减材制造):通过对原材料(如一块金属、一块木材)进行切削、钻孔、打磨等“减法”操作,最终得到零件。
3D打印(增材制造):像一个高精度的“堆积木”过程,通过将材料一层一层地精确堆积,直接从数字模型“生长”出物理实体。这种方式极大地减少了材料浪费。
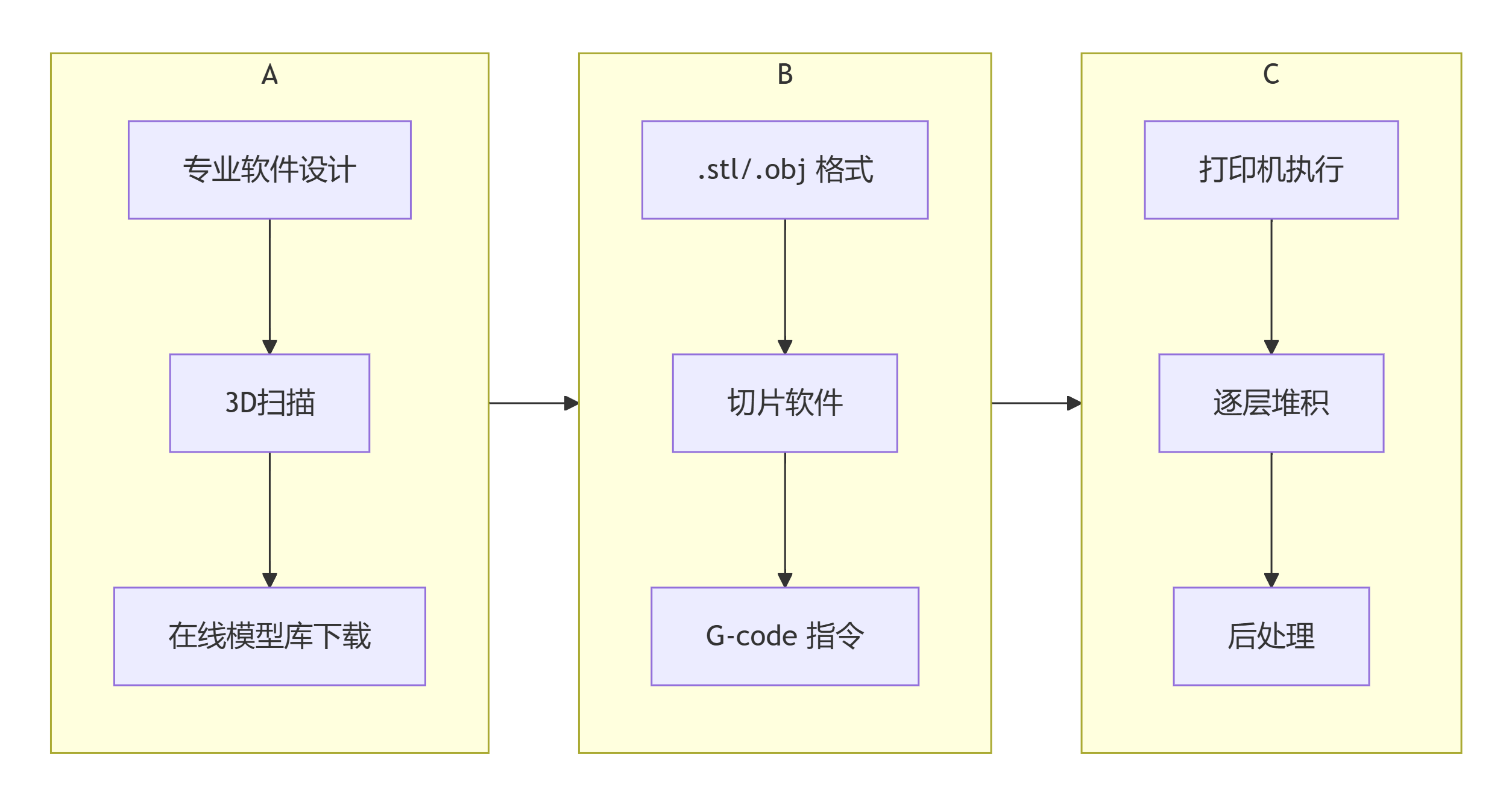
三维建模
创造或获取一个对象的3D数字模型。
专业软件设计:使用SolidWorks、Fusion 360、Blender等软件从零开始创建。
3D扫描:使用3D扫描仪对现有物体进行扫描,生成数字模型。
在线模型库:从Thingiverse、Cults等网站下载现成的模型。
切片处理
这是准备打印的关键步骤。
使用切片软件将3D模型“切”成成千上万张薄薄的二维横截面图层。
软件会根据设置的参数(如层高、填充密度、打印速度等)为每一层生成路径指令。
最终输出一个打印机可以识别的G-code文件。
打印成型
3D打印机读取G-code文件,开始逐层打印。
打印头会根据指令精确地铺设材料,一层固化后,打印平台会下降(或打印头上升),继续下一层的打印,直到整个物体完成。
打印完成后,通常需要进行后处理,如去除支撑结构、打磨、喷漆、抛光等,以达到更好的表面效果。
根据成型技术和使用材料的不同,3D打印主要有以下几种类型:
| 技术类型 | 原理 | 材料 | 优点 | 缺点 | 典型应用 |
|---|---|---|---|---|---|
| FDM 熔融沉积成型 | 将热塑性丝材加热熔化,通过喷嘴挤出后固化。 | PLA, ABS, PETG, TPU | 成本低、操作简单、材料丰富、安全环保。 | 表面有层纹、精度较低、速度慢。 | 概念原型、教育模型、简单功能件。 |
| SLA 光固化 | 使用紫外激光束精准照射液态光敏树脂表面,使其逐层固化。 | 光敏树脂 | 表面精度高、细节表现力极佳。 | 材料易老化、强度脆、需要后处理清洗。 | 高精度手板、珠宝铸造、牙科模型。 |
| SLS 选择性激光烧结 | 使用高能激光束将尼龙等粉末材料烧结成型。 | 尼龙、玻纤、金属粉末 | 无需支撑、可制造复杂结构、强度高。 | 设备昂贵、表面粗糙、粉末处理复杂。 | 功能性原型、复杂管道、小批量生产。 |
| 金属3D打印 (如SLM) | 使用激光完全熔化金属粉末,形成致密的金属部件。 | 钛合金、不锈钢、铝合金等 | 强度极高、性能可达锻件水平、设计自由度高。 | 设备和材料极其昂贵、技术门槛高。 | 航空航天零件、医疗植入物(如人工关节)、汽车高性能部件。 |
设计自由:可以制造出传统工艺无法实现的极其复杂的内部结构和外形,如镂空、拓扑优化结构。
无需开模,单件成本低:特别适合小批量、定制化生产,省去了昂贵的模具费用。
快速原型:极大地缩短了从设计到实物验证的周期,加速产品开发。
个性化定制:轻松实现“一人一物”,在医疗(义齿、助听器)、文创领域优势明显。
材料利用率高:增材制造的本质决定了其浪费材料极少。
打印速度慢:对于大尺寸物体,逐层打印的方式非常耗时。
材料和设备成本:高性能材料和工业级设备仍然价格不菲。
强度与精度:多数3D打印件的机械性能和精度尚不及传统CNC加工或注塑成型的零件。
表面质量:通常需要后处理才能获得光滑的表面。
技术门槛:需要具备三维设计、材料知识和机器调试能力。
原型制造:产品开发中的手板制作,是3D打印最经典的应用。
医疗健康:手术导板、定制化植入物(如颅骨修复)、假肢、牙科模型及义齿。
航空航天:制造重量更轻、结构更优化的零部件,如飞机发动机叶片、卫星支架。
汽车制造:用于设计验证、定制化工具夹具以及高性能赛车的零部件。
教育科研:将抽象概念具象化,用于教学模型和科学实验装置。
建筑行业:制作精细的建筑模型和沙盘。
文创娱乐:电子游戏角色手办、影视道具、个性化首饰的设计与制作。
消费品:定制化的鞋、眼镜架等。
新材料的开发:出现更多高性能复合材料、生物相容性材料甚至电子产品材料。
打印速度与尺寸的突破:朝着更快、更大尺寸的方向发展,用于建筑、船舶制造。
多材料与彩色打印:实现在一个物体上同时打印多种材料或全彩色,如模拟人体器官。
4D打印:打印的物体在特定刺激(如水、热)下可以随时间改变形状,具备了“智能”。
与AI结合:利用人工智能进行生成式设计、打印过程优化和故障预测。
总而言之,3D打印正从“快速原型”工具向“直接制造”工具演变,它不仅是制造业的一场革命,更是一种推动个性化、分布式生产的赋能技术,未来潜力无限。