5*8小时服务热线:
WX:18051235938 QQ:3970305065

一、MES是什么?
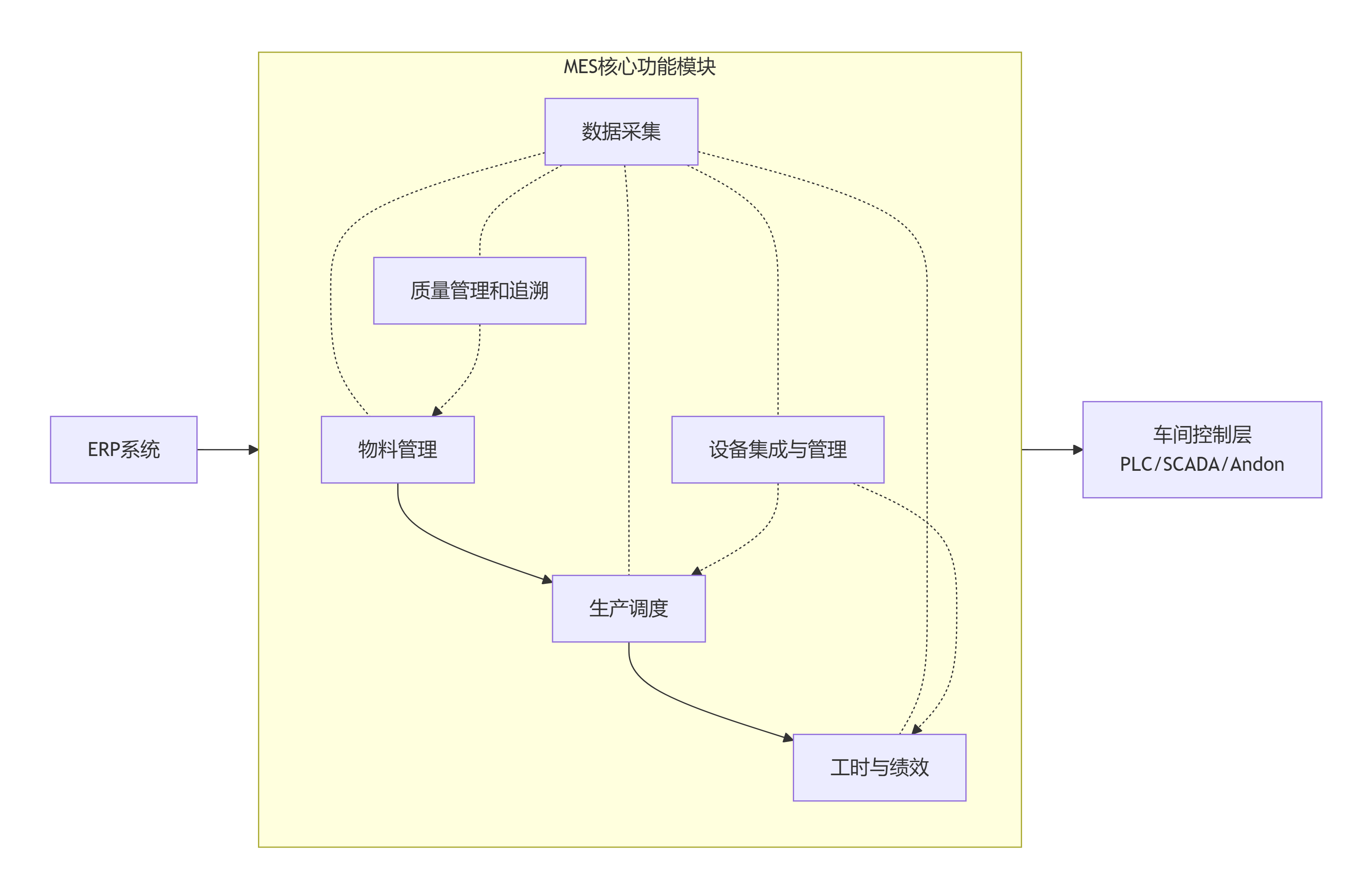
MES,中文全称为 “制造执行系统” 。顾名思义,它是位于企业计划层(如ERP)和生产车间过程控制层(如PLC、SCADA)之间的一个信息化管理系统。
您可以将其理解为企业生产现场的 “智慧大脑” 和 “指挥中心”。
一个经典的比喻:
ERP(企业资源计划系统) 像公司的 “总经理”,负责战略规划:“下个月我们要生产10万台手机。”
MES(制造执行系统) 则是生产现场的 “车间主任”,负责战术执行:“为了完成10万台,现在A生产线应该用什么物料、由哪个班组、按照什么工艺、生产哪个订单?当前进度如何?质量合格吗?”
PLC/SCADA(过程控制系统) 是 “一线工人”,负责直接操作设备执行具体动作。
MES承上启下,填补了计划与生产现场之间的信息鸿沟,实现了 “计划”到“执行” 的精准闭环。
二、为什么需要MES?—— 解决传统车间的“黑箱”问题
在没有MES的传统生产车间,管理者常常面临以下痛点:
生产进度不透明:“订单做到哪一步了?今天能按时完工吗?”—— 只能靠电话询问或现场巡查,信息滞后。
物料追溯困难:“这批零件用的是哪个供应商的原料?是哪台设备生产的?”—— 发生质量问题时,无法快速精准定位和召回。
设备利用率低:“这台机器为什么停了?是故障、换线还是待料?”—— 无法量化分析设备效率(OEE)。
质量管控靠人工:质量数据记录在纸质单据上,难以统计分析,无法有效预防问题发生。
文档与工艺管理混乱:操作工人可能使用了错误版本的作业指导书。
MES的核心价值就是打破这个“黑箱”,让生产过程变得透明、可控、可追溯、可优化。
三、MES的核心功能模块
生产调度与管理
接收ERP的生产计划,并将其分解为具体的工单、工序。
实时监控工单的执行状态(待加工、加工中、已完成、已关闭)。
为每个工单分配生产资源(设备、人员、物料)。
物料管理与追溯
管理车间的物料配送、接收和消耗。
通过条码、二维码或RFID,实现从原材料到成品的正向追溯和从成品到原材料的反向追溯。
工序详细调度
根据优先级、并行生产资源等因素,优化排序,生成精细的作业计划,减少换线时间,提高设备利用率。
数据采集与监控
自动或手动采集生产现场的数据,如设备状态(运行、停机、故障)、生产数量、工时、工艺参数(温度、压力)等。
以看板、图表等形式实时展示,实现生产透明化。
质量管理
管理生产过程中的质量检验标准(SIP)。
记录检验结果、缺陷代码,并支持SPC统计过程控制,及时发现质量波动趋势。
对不合格品进行隔离和处理。
设备集成与管理
与底层自动化设备集成,自动获取设备运行参数和状态。
计算和分析设备综合效率(OEE),这是衡量设备绩效的关键指标。
工时与绩效管理
跟踪员工或班组的生产任务、工时投入和生产效率。
为人员绩效评估提供数据支持。
文档管理
集中管理电子版的作业指导书、图纸、工艺文件等,确保现场人员始终使用最新版本。
四、实施MES能带来什么效益?
维度 具体效益
生产透明化 实时掌控生产进度、设备状态、质量情况,决策有据可依。
效率提升 减少停机等待时间,优化排程,提高设备利用率(OEE),缩短制造周期。
质量改善 实现全流程追溯,快速定位质量问题,降低不良品率,减少质量成本。
成本降低 减少在制品库存、优化人力、节约纸张和沟通成本。
流程标准化 固化优秀的生产工艺和管理流程,减少对个人经验的依赖。
合规性与追溯 满足医药、食品、汽车等行业严格的法规和追溯要求。
五、MES的发展趋势
云化与SaaS化:降低企业初始投入和运维成本,使中小制造企业也能用上MES。
与IT/OT深度融合:作为工业互联网平台的核心应用,与ERP、PLM、SCADA等系统深度集成。
AI与大数据赋能:利用采集的海量数据,进行预测性维护、智能排产、质量预测等高级分析。
低代码/无代码平台:让业务人员也能快速配置和调整应用,适应灵活多变的生产需求。
移动化:通过手机、平板电脑等移动终端随时随地访问MES,方便现场操作和管理。
总结
MES是制造企业实现数字化转型、打造“智能工厂”不可或缺的基石。 它不仅仅是软件,更是一套融合了先进管理思想的生产运营模式。通过实施MES,企业能够将生产现场从成本中心转变为价值创造中心,在激烈的市场竞争中构筑核心优势。